


Preview
基本信息产品详情证书
基本信息
| 型号编号 | WM-01 |
| 条件 | 新(的) |
| 自动化 | 自动化,半自动 |
| 售后服务 | 可协商、可派遣工程师到海外服务技术支持 |
| 传输类型 | 灵活的 |
| 自动化生产线 | 组装 |
| 认证 | 国际标准化组织 |
| 柔性生产 | 智能制造 |
| 节奏 | 流水生产线 |
| 生产范围 | 生产线生产 |
| 保修 | 12个月 |
| 运输包 | 木制外壳,真空包装,防锈油 |
| 商标 | IDO |
| 起源 | 中国 |
产品详情
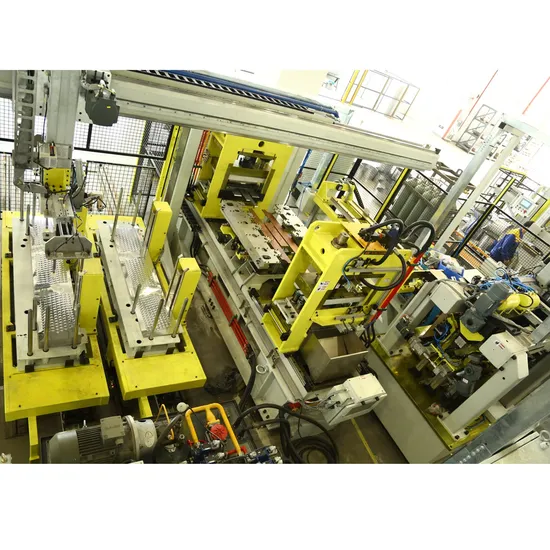
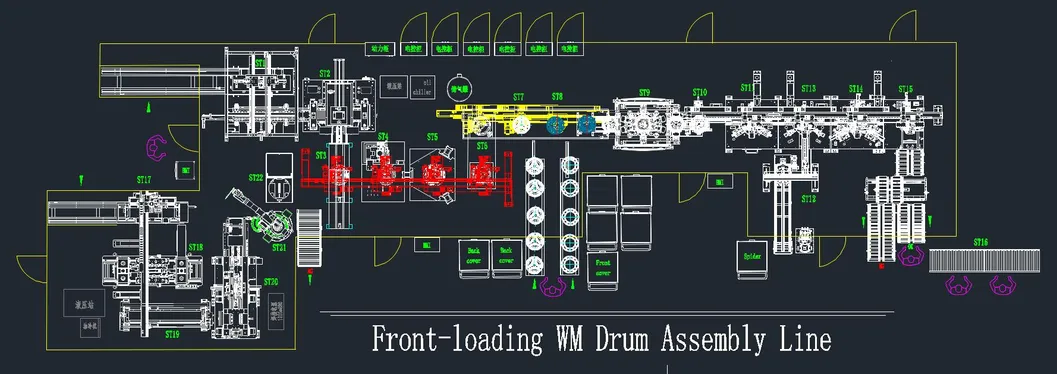
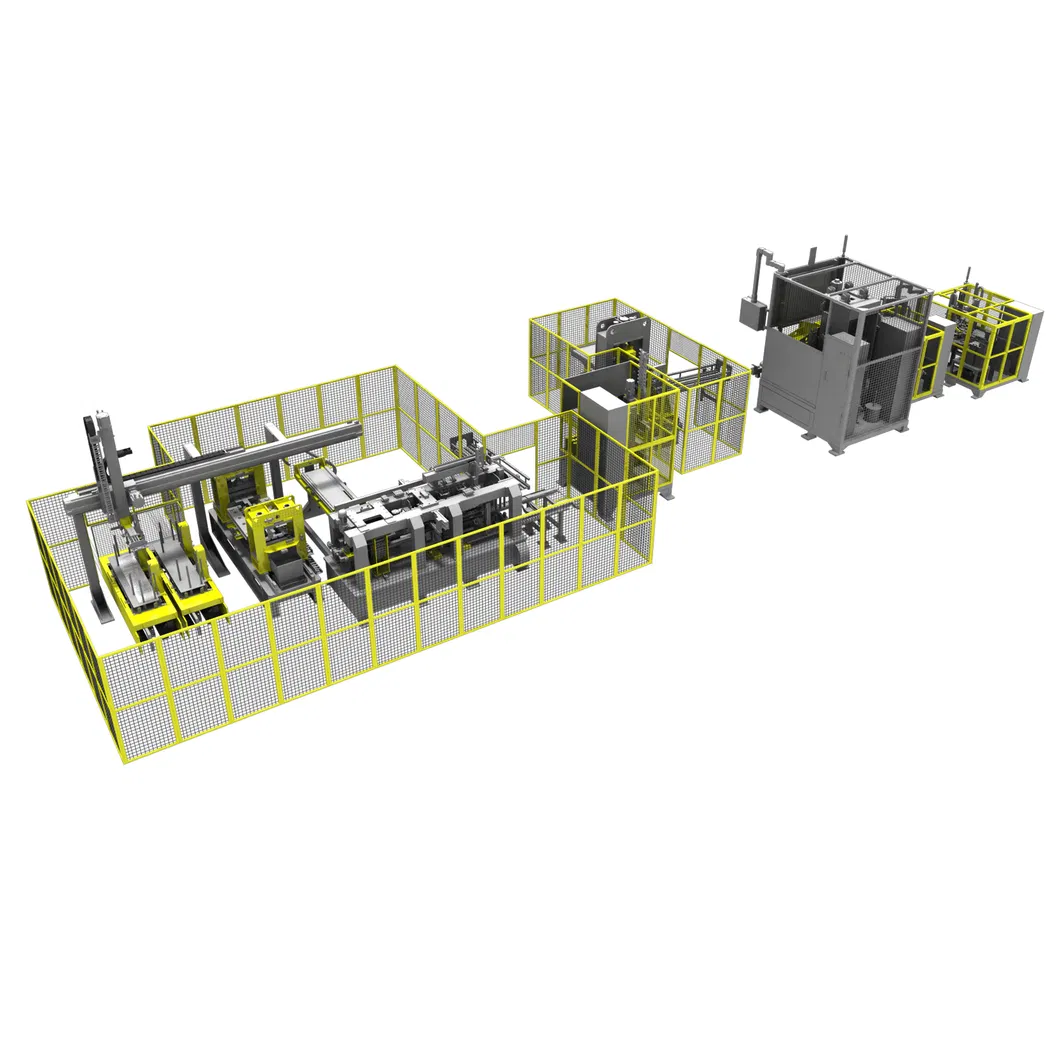
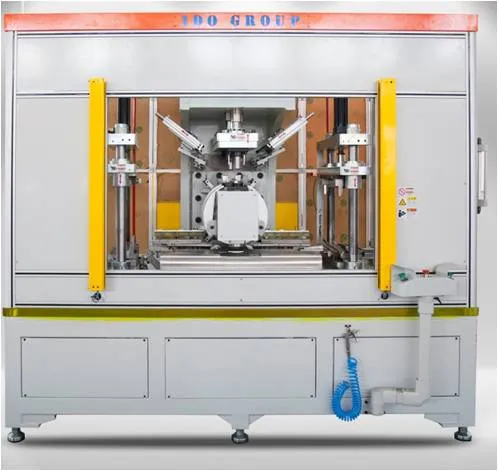
Washing Machine Drum Assembly Line by Wuxi IDO Technology
Line Layout
Line Layout
Preview
Preview
Notes:
1. Cycle: 25S/p
2. LABOR REQUIRED: 5 PERSONS
Notes:1. Cycle: 25S/p2. LABOR REQUIRED: 5 PERSONS
1. Cycle: 25S/p
2. LABOR REQUIRED: 5 PERSONS
Notes:1. Cycle: 25S/p2. LABOR REQUIRED: 5 PERSONS
Preview
Preview

Preview
Preview
Machine list of the whole line
Machine Details
Machine Details
Preview
Preview
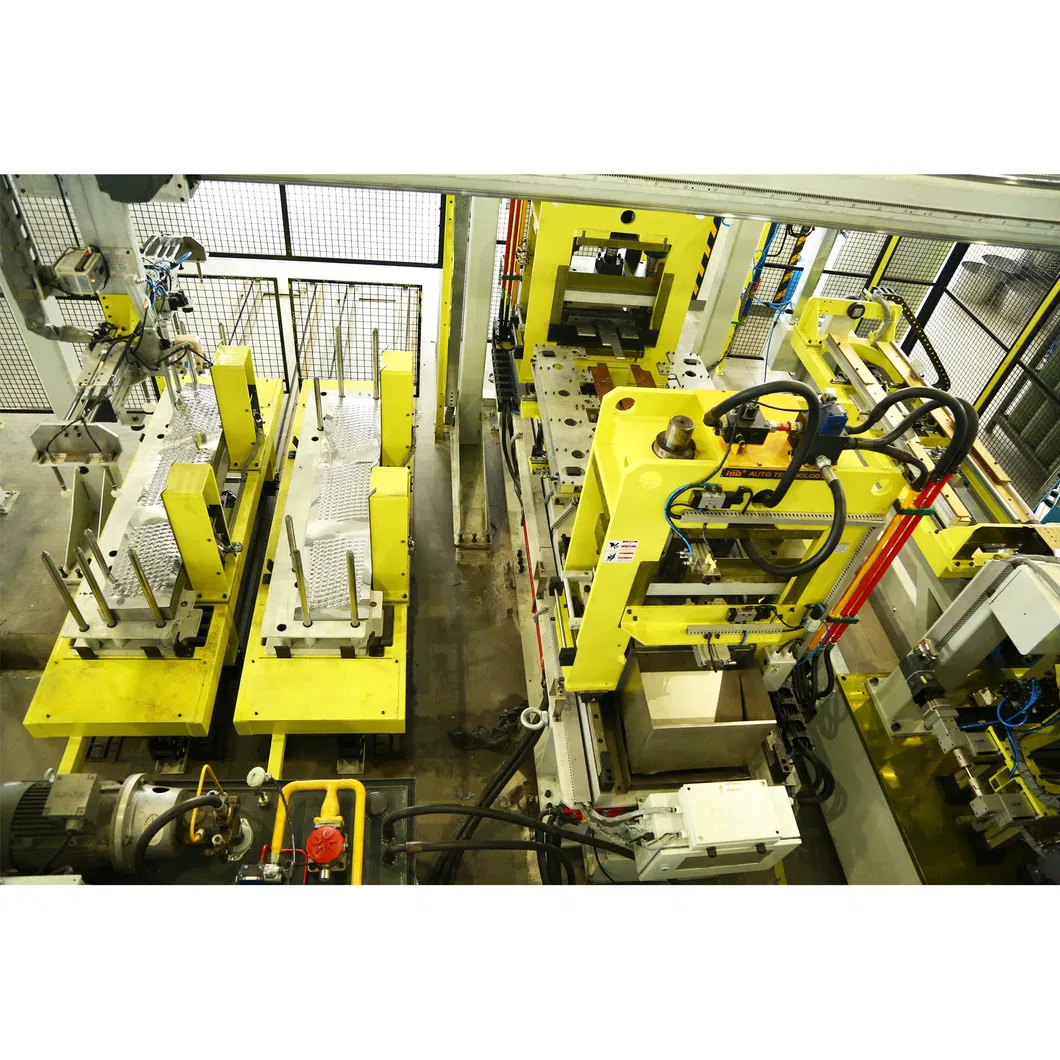
-ST 2
V-bending & lock-seaming
Main actions:
1. The sheet is pushed into the machine by the servo pushing mechanism for positioning.
2. Bending knives on both sides begin to punch for V-bending.
3. The arms act for sheet rolling, and the inner support holds the drum wrapper tightly.
4. Start lock-seaming and take out the drum wrapper after completion
Main structure:
1 Material positioning and clamping
-Drive: Servo motor
-Positioning datum: positioning block
2
V-shaped bending
-Drive: hydraulic
-Bending knife lifting: hydraulic + rail slider + guide column and bush
3 Rolling and lock-seaming
- Rolling drive: cylinder
- Tightening drive: servo + roller screw
- Seaming drive: hydraulic + guide column and bush
Main parameters:
1. Blank thickness: 0.4-0.6mm (different thickness needs to switch the riveting die)
2. Material width: 300-500mm
3. Maximum tensile strength: 5500N/50mm (standard test method)
4. Production beat: 25s
V-bending & lock-seaming
Main actions:
1. The sheet is pushed into the machine by the servo pushing mechanism for positioning.
2. Bending knives on both sides begin to punch for V-bending.
3. The arms act for sheet rolling, and the inner support holds the drum wrapper tightly.
4. Start lock-seaming and take out the drum wrapper after completion
Main structure:
1 Material positioning and clamping
-Drive: Servo motor
-Positioning datum: positioning block
2
V-shaped bending
-Drive: hydraulic
-Bending knife lifting: hydraulic + rail slider + guide column and bush
3 Rolling and lock-seaming
- Rolling drive: cylinder
- Tightening drive: servo + roller screw
- Seaming drive: hydraulic + guide column and bush
Main parameters:
1. Blank thickness: 0.4-0.6mm (different thickness needs to switch the riveting die)
2. Material width: 300-500mm
3. Maximum tensile strength: 5500N/50mm (standard test method)
4. Production beat: 25s
Preview

Preview
ST4: Flanging
1. After the drum is placed on the support mold of the flanging machine, the support mold supports the drum tightly.
2. The supporting cylinder descends and the supporting mold rotates.
3. The flanging wheel group feeds for flanging, and returns after the flanging is completed.
1 Support mold
-Tightening drive: cylinder
-Tightening mechanism: connecting rod mechanism
2 Drum holder transverse
-Rotation drive: geared motor
-Actuator: sprocket and chain mechanism
3 Drum holder clamping
-Clamp drive: cylinder
1.Material thickness: 0.5mm, 0.6mm
2.Material width: 300-500mm
3.Drum Diameter: 490±0.5mm (can be customized)
4.Production cycle: 20s
1. After the drum is placed on the support mold of the flanging machine, the support mold supports the drum tightly.
2. The supporting cylinder descends and the supporting mold rotates.
3. The flanging wheel group feeds for flanging, and returns after the flanging is completed.
1 Support mold
-Tightening drive: cylinder
-Tightening mechanism: connecting rod mechanism
2 Drum holder transverse
-Rotation drive: geared motor
-Actuator: sprocket and chain mechanism
3 Drum holder clamping
-Clamp drive: cylinder
1.Material thickness: 0.5mm, 0.6mm
2.Material width: 300-500mm
3.Drum Diameter: 490±0.5mm (can be customized)
4.Production cycle: 20s
Preview

Preview
ST9: Front cover, back cover, drum wrapper Seaming
1.The pre-assembled drum enters the profiling die of the spin seaming machine
2.The upper profiling die is lowered into the front cover.
3.Synchronous rotation up and down drives the drum to rotate, and the seaming wheel feeds for seaming operation.
4.After the spin seaming is completed, the upper profiling die returns back.
1 Upper and lower profiling die rotation
-Drive: Servo
-Actuating Mechanism: main shaft + bearing
2 Seaming wheel feed
-Actuator: oil-free slide plate + slider
1.Drum height: 200-500mm
2.Drum wrapper thickness: 0.4-0.6 (can be customized)
1.The pre-assembled drum enters the profiling die of the spin seaming machine
2.The upper profiling die is lowered into the front cover.
3.Synchronous rotation up and down drives the drum to rotate, and the seaming wheel feeds for seaming operation.
4.After the spin seaming is completed, the upper profiling die returns back.
1 Upper and lower profiling die rotation
-Drive: Servo
-Actuating Mechanism: main shaft + bearing
2 Seaming wheel feed
-Actuator: oil-free slide plate + slider
1.Drum height: 200-500mm
2.Drum wrapper thickness: 0.4-0.6 (can be customized)
Preview

Preview
ST11: Drum spider piercing
1.Put the drum wrapper into the profiling blocks for positioning.
2.The drum pressing mechanism moves down to the designated height.
3.The pericing mechanism starts work, after that, the drum pressing mechanism goes back.
1 Lift of drum pressing mechanism
-Drive: servo motor
-Mechanism: Linear module
2 Piercing
-Drive: Hydraulic
1.Piercing diameter: 6-8mm
2.Sheet thickness: 0.4-0.6mm
3.Drum diameter: 490±0.5mm (can be customized)
4.Cycle: 15s
Commercial Components
1.Put the drum wrapper into the profiling blocks for positioning.
2.The drum pressing mechanism moves down to the designated height.
3.The pericing mechanism starts work, after that, the drum pressing mechanism goes back.
1 Lift of drum pressing mechanism
-Drive: servo motor
-Mechanism: Linear module
2 Piercing
-Drive: Hydraulic
1.Piercing diameter: 6-8mm
2.Sheet thickness: 0.4-0.6mm
3.Drum diameter: 490±0.5mm (can be customized)
4.Cycle: 15s
Commercial Components
Preview

Preview
Preview
Preview
证书
标题:new high-tech enterprise

Preview


 无锡
无锡  已认证
已认证

