



Preview
基本信息产品详情证书
基本信息
| 型号编号 | KCS |
| 成品制剂 | 液体 |
| 精确度 | 高精度 |
| 认证 | GMP, ISO, CE, GMP, ISO |
| 电压 | 380伏 |
| 计算机化的 | 计算机化的 |
| 定制的 | 定制的 |
| 条件 | 新 |
| 售后服务 | 天长地久 |
| 运输包 | 标准出口包装 |
| 规格 | 1600公斤 |
| 商标 | 科里坎机械 |
| 起源 | 中国 |
| 商品编码 | 8438800000 |
| 生产能力 | 每年设 100 套 |
| 包装尺寸 | 450.00厘米×190.00厘米×180.00厘米 |
| 包装总重量 | 四千千克 |
| 包装大小 | 450.00厘米 * 190.00厘米 * 180.00厘米 |
| 包装总重量 | 四千千克 |
产品详情
Product Description
Preview
机器设计与功能(概述)
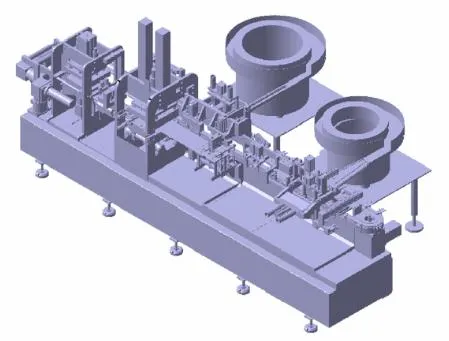
自动袋成型充填封口线的轴测图
自动袋成型充填封口线的轴测图
Preview
Preview
我们的设备优势
1.2 Advantages of our equipment
-1- 精确温度控制
-1- Precise temperature control
温度误差可控制在±0.5ºC以内,可使用精确的温度控制装置确保所有合格膜。
Temperature error can be controlled within ± 0.5 ºC,Precise temperature control device can be used to ensure that all qualified membrane.
-2- 零容忍制造过程
-2- Zero-tolerance manufacturing process
确保模具平面度和平行度公差在± 1%%以内,方便更换、无需调整且不会出现脱层现象。
To ensure that mold flatness and parallelism tolerances within the 1% mm,easy-replacement,no-adjustment,no-layer.
-3- 高级工业网络
-3- Advanced industrial network
系统采用先进的通信网络,各种工业设备接入网络。简化硬件连接,减少误点的使用,降低使用和维护的难度,减少工人数量,简化设备结构。
System uses advanced communications network,All kinds of industrial equipment connected to the network. Simplifies the hardware connection,Reducing the use of the wrong point,the difficulty of reducing the use and maintenance,reducing the number of workers,Streamlined device structure.
-4- 简单设计
-4- Simple design
简约至臻
Simplicity is the ultimate sophistication.
确保设备稳定高效,同时简化设备结构、操作、调试和防护。降低对员工素质的要求,减少员工数量。
To ensure that equipment is stable and efficient,at the same time,let the simplest device structure,the easiest operating,debugging and aegis. Reduce the demands for the quality of workers,Reducing the number of workers.
灵活、易于组织生产
Flexible,easy to organized production.
功能
2. Functions
声明
Statement
该机器根据GMP和FDA指南设计用于制药用途。
The machine is designed for pharmaceutical use according to the GMP and FDA guidelines.
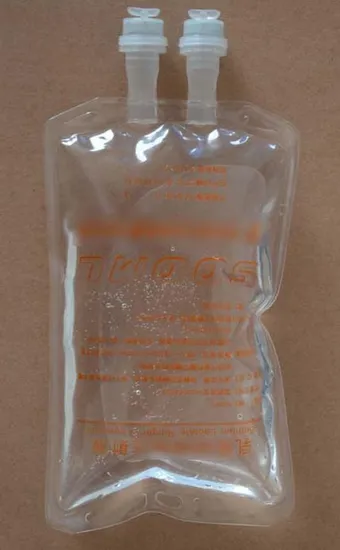
该设计用于形成、填充和密封两个袋子,每个袋子都配备两个SFC-
It is designed for forming, filling and sealing two bags, each of them provided with two SFC-
每个周期的端口数
ports per cycle.
2.1 一般描述
2.1 General Description
该机器由以下组件构成:
The machine consists of the following components:
-01- 退绕站
-01- Unwinding station
-02- 打印站
-02- Printing station
-03- 电影转接站
-03- Film transfer station
-04- 轮廓焊接与切割工作站
-04- Contour welding and cutting station
-05- 港口预热站
-05- Port pre heating station
-06- 带喂料碗和缓冲器的端口喂料
-06- Port feeding with feeder bowl and buffer
-07- 焊接工作站
-07- Port welding station
-08- 废物喷射站
-08- Waste ejector station
-09- Bag flip & Leak detection station
-10- 加油站
-10- Filling station
-11- 带馈料碗和缓冲站的加料站
-11- Cap station with feeder bowl and buffer
-12- 用输送带进行袋装输出
-12- Bag outfeed with transport belt
设计容量
2.2 Design Capacity
该机器用袋子容量为250毫升的袋子实现了潜在的每小时可产出高达2500袋的产量。
The machine achieves a potential output of 2500 bags/h with a bag size of 250 ml.
劳动力需求
2.3 Labor demand
需要两名操作人员操作该机器
Two operators are necessary to operate the machine
(需配备一名固定操作员,第二名操作员仅在更换胶片时必要)。
(1 permanent, second operator only necessary for film change).
2.4 机械设计
2.4 Machine design
基础机器
Base machine
该机器设计为单轨线性系统,配备有马达驱动的胶片传输控制装置。在机器中,胶片将通过夹持器进行传输。
The machine is designed as a single-track linear system with a motor actuated film transfer control. In the machine, the film will be transported through grippers.
根据所需容量,机器配备一个工作站。
According to its required capacity, the machine is either equipped with one working stations.
该机器框架由适用于制药工业的AISI 304不锈钢制成。
The machine's framework consist of stainless steel AISI 304, especially suitable for pharmaceutical use.
所有与产品接触的部件均采用AISI 316L不锈钢材质。
All components coming in touch with the product are made of stainless steel AISI 316 L quality.
安装在框架上的安全门窗是由聚碳酸酯制成的。因此,它们符合卫生和安全法规,同时确保光学监控控制。
The safety doors and windows mounted on the framework are made of polycarbonate. Thus they correspond to the health and safety regulations and ensure at the same time an optical supervisory control.
该机器配备有开关柜和控制单元。各控制单元通过总线系统相互连接。
The machine is equipped with a switch cabinet and a control unit. The control units are interconnected via a bus system.
工作台
2.5 Working Station
1.2 Advantages of our equipment
-1- 精确温度控制
-1- Precise temperature control
温度误差可控制在±0.5ºC以内,可使用精确的温度控制装置确保所有合格膜。
Temperature error can be controlled within ± 0.5 ºC,Precise temperature control device can be used to ensure that all qualified membrane.
-2- 零容忍制造过程
-2- Zero-tolerance manufacturing process
确保模具平面度和平行度公差在± 1%%以内,方便更换、无需调整且不会出现脱层现象。
To ensure that mold flatness and parallelism tolerances within the 1% mm,easy-replacement,no-adjustment,no-layer.
-3- 高级工业网络
-3- Advanced industrial network
系统采用先进的通信网络,各种工业设备接入网络。简化硬件连接,减少误点的使用,降低使用和维护的难度,减少工人数量,简化设备结构。
System uses advanced communications network,All kinds of industrial equipment connected to the network. Simplifies the hardware connection,Reducing the use of the wrong point,the difficulty of reducing the use and maintenance,reducing the number of workers,Streamlined device structure.
-4- 简单设计
-4- Simple design
简约至臻
Simplicity is the ultimate sophistication.
确保设备稳定高效,同时简化设备结构、操作、调试和防护。降低对员工素质的要求,减少员工数量。
To ensure that equipment is stable and efficient,at the same time,let the simplest device structure,the easiest operating,debugging and aegis. Reduce the demands for the quality of workers,Reducing the number of workers.
灵活、易于组织生产
Flexible,easy to organized production.
功能
2. Functions
声明
Statement
该机器根据GMP和FDA指南设计用于制药用途。
The machine is designed for pharmaceutical use according to the GMP and FDA guidelines.
该设计用于形成、填充和密封两个袋子,每个袋子都配备两个SFC-
It is designed for forming, filling and sealing two bags, each of them provided with two SFC-
每个周期的端口数
ports per cycle.
2.1 一般描述
2.1 General Description
该机器由以下组件构成:
The machine consists of the following components:
-01- 退绕站
-01- Unwinding station
-02- 打印站
-02- Printing station
-03- 电影转接站
-03- Film transfer station
-04- 轮廓焊接与切割工作站
-04- Contour welding and cutting station
-05- 港口预热站
-05- Port pre heating station
-06- 带喂料碗和缓冲器的端口喂料
-06- Port feeding with feeder bowl and buffer
-07- 焊接工作站
-07- Port welding station
-08- 废物喷射站
-08- Waste ejector station
-09- Bag flip & Leak detection station
-10- 加油站
-10- Filling station
-11- 带馈料碗和缓冲站的加料站
-11- Cap station with feeder bowl and buffer
-12- 用输送带进行袋装输出
-12- Bag outfeed with transport belt
设计容量
2.2 Design Capacity
该机器用袋子容量为250毫升的袋子实现了潜在的每小时可产出高达2500袋的产量。
The machine achieves a potential output of 2500 bags/h with a bag size of 250 ml.
劳动力需求
2.3 Labor demand
需要两名操作人员操作该机器
Two operators are necessary to operate the machine
(需配备一名固定操作员,第二名操作员仅在更换胶片时必要)。
(1 permanent, second operator only necessary for film change).
2.4 机械设计
2.4 Machine design
基础机器
Base machine
该机器设计为单轨线性系统,配备有马达驱动的胶片传输控制装置。在机器中,胶片将通过夹持器进行传输。
The machine is designed as a single-track linear system with a motor actuated film transfer control. In the machine, the film will be transported through grippers.
根据所需容量,机器配备一个工作站。
According to its required capacity, the machine is either equipped with one working stations.
该机器框架由适用于制药工业的AISI 304不锈钢制成。
The machine's framework consist of stainless steel AISI 304, especially suitable for pharmaceutical use.
所有与产品接触的部件均采用AISI 316L不锈钢材质。
All components coming in touch with the product are made of stainless steel AISI 316 L quality.
安装在框架上的安全门窗是由聚碳酸酯制成的。因此,它们符合卫生和安全法规,同时确保光学监控控制。
The safety doors and windows mounted on the framework are made of polycarbonate. Thus they correspond to the health and safety regulations and ensure at the same time an optical supervisory control.
该机器配备有开关柜和控制单元。各控制单元通过总线系统相互连接。
The machine is equipped with a switch cabinet and a control unit. The control units are interconnected via a bus system.
工作台
2.5 Working Station
Preview

Preview
通过电机控制装置放卷机,将胶片送入机器中。胶卷卷被气动固定在接收螺栓上。为了保证胶卷传送速度的恒定,胶卷会暂时存放在旋转轮上。因此,通过改变胶卷卷直径进行补偿。当旋转轮释放传感器时,启动电机以放开胶卷。
The film is fed into the machine via a motor controlled unwinding device. The film roll is pneumatically cramped onto the reception bolt. In order to ensure a constant film transfer speed, the film is temporarily stored on a castoring wheel. Thus, the changing film roll diameter is compensated. The motor to unwind the film will be started as soon as the castoring wheel releases a sensor.
无膜独特警报,警报可在膜内耗尽。
Unique membrane-free alarm,alarm can be exhausted in the membrane.
-02- 打印站
-02- Printing Station
The film is fed into the machine via a motor controlled unwinding device. The film roll is pneumatically cramped onto the reception bolt. In order to ensure a constant film transfer speed, the film is temporarily stored on a castoring wheel. Thus, the changing film roll diameter is compensated. The motor to unwind the film will be started as soon as the castoring wheel releases a sensor.
无膜独特警报,警报可在膜内耗尽。
Unique membrane-free alarm,alarm can be exhausted in the membrane.
-02- 打印站
-02- Printing Station
Preview

Preview
'Full-Face'打印是使用热膜印刷单元在包装袋薄膜上进行印刷的。
The 'Full-Face' print is printed on the bag film using a hot film printing unit.
通过专门为此目的设计的单独接口,可调整制造过程中的变量数据,如生产数量、最佳食用日期、批次号码等。
Variable manufacturing data, such as the production number, the best-before date, the batch number, etc. are adapted by exchanging the separate reception via which are especially designed for this purpose.
打印温度、打印时间、打印压力均可调节
Printing temperature, printing time and printing pressure are adjustable.
控制精度(±0.5ºC)
Control precision(±0.5ºC).x
自动打印膜监督单元(里程表确定膜进给)确保在打印膜用完或撕裂时机器停止,从而确保连续不断的袋式打印。
The automatic printing film supervisory unit (odometer to determine the film feed) ensures a machine stop in case the printing film has run out or teared off, and thus ensures a constant bag printing.
印刷膜接收卷配备有气动、手动夹紧装置。因此,印刷膜可轻松更换,无需任何特殊工具,服务所需的时间减少到最低限度。
The printing film reception rolls are equipped with a pneumatic, hand-operated clamping. So the printing film can be exchanged very easily and without any special tool, the time required for service purposes is reduced to a minimum.
为了确保包装袋在印刷过程后不会粘附到印刷薄膜上,包装袋薄膜被气动薄膜夹固定住。
In order to ensure that the bag film does not adhere to the printing film subsequent to the printing process, the bag film is held down by pneumatic film clips.
更换打印块时,只需松开两个夹子。如果要更改生产字符、最佳食用日期、批次号等,请勿移除块接收器。
For changing the printing block, only two clamps have to be released. The block reception must not be removed if you have to change the characters of the production and best-before date, the batch number, etc.
-03- 开卷机进行胶片转印
-03- Film Transfer with Film Opener
The 'Full-Face' print is printed on the bag film using a hot film printing unit.
通过专门为此目的设计的单独接口,可调整制造过程中的变量数据,如生产数量、最佳食用日期、批次号码等。
Variable manufacturing data, such as the production number, the best-before date, the batch number, etc. are adapted by exchanging the separate reception via which are especially designed for this purpose.
打印温度、打印时间、打印压力均可调节
Printing temperature, printing time and printing pressure are adjustable.
控制精度(±0.5ºC)
Control precision(±0.5ºC).x
自动打印膜监督单元(里程表确定膜进给)确保在打印膜用完或撕裂时机器停止,从而确保连续不断的袋式打印。
The automatic printing film supervisory unit (odometer to determine the film feed) ensures a machine stop in case the printing film has run out or teared off, and thus ensures a constant bag printing.
印刷膜接收卷配备有气动、手动夹紧装置。因此,印刷膜可轻松更换,无需任何特殊工具,服务所需的时间减少到最低限度。
The printing film reception rolls are equipped with a pneumatic, hand-operated clamping. So the printing film can be exchanged very easily and without any special tool, the time required for service purposes is reduced to a minimum.
为了确保包装袋在印刷过程后不会粘附到印刷薄膜上,包装袋薄膜被气动薄膜夹固定住。
In order to ensure that the bag film does not adhere to the printing film subsequent to the printing process, the bag film is held down by pneumatic film clips.
更换打印块时,只需松开两个夹子。如果要更改生产字符、最佳食用日期、批次号等,请勿移除块接收器。
For changing the printing block, only two clamps have to be released. The block reception must not be removed if you have to change the characters of the production and best-before date, the batch number, etc.
-03- 开卷机进行胶片转印
-03- Film Transfer with Film Opener
Preview

Preview
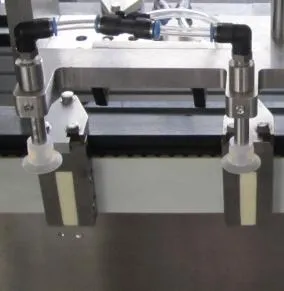
薄膜传送由电动马达驱动之线性齿轮装置执行。在传送过程中,薄膜由气动薄膜夹持。进膜时,利用前区的固定开缝锥键将两层薄膜分开,接下来的步骤(即端口插入)将在此区域进行。
The film transfer is performed by an electric motor driven linear gear unit. During the transfer, the film is held by pneumatic film clips. When the film is fed in, the two film layers are opened with a fixed opener taper key in the front area, where the next step, i.e. the port insertion, will be carried out.
轮廓焊接与切割工作站
-04- Contour Welding and Cutting Station
The film transfer is performed by an electric motor driven linear gear unit. During the transfer, the film is held by pneumatic film clips. When the film is fed in, the two film layers are opened with a fixed opener taper key in the front area, where the next step, i.e. the port insertion, will be carried out.
轮廓焊接与切割工作站
-04- Contour Welding and Cutting Station
Preview
Preview
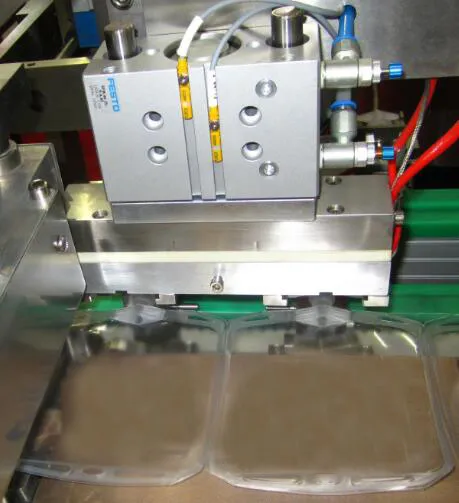
此工作站用于焊接袋的外轮廓,将端口粘合到袋膜上,并切割袋的外轮廓。焊接是通过可更换的焊接工具配备加热弹匣来产生所需的焊接温度完成的。
This station is used for welding the outer contour of the bag, for adhering the ports to the bag film and for cutting the outer contour of the bags. The welding is done by exchangeable welding tools provided with heating cartridges to produce the required welding temperature.
焊接时间、压力和温度均可调节。
Welding time, pressure and temperature are adjustable.
控制精度(±0.5ºC)。
Control precision(±0.5ºC).
通过PLC控制单元和温度传感器在定义的最低/最高范围内验证焊接温度,以确保永久正确的焊接过程。
The welding temperature is verified within a defined min./max. range by the PLC control unit and temperature sensor, in order to ensure a permanently correct welding process.
如果焊接温度由于任何原因低于或高于所设定的最小/最大范围,机器将停止工作。同时,控制面板上会显示错误消息。
In case the welding temperature remains under or exceeds - for any reason whatsoever - the defined min. / max, range, the machine will stop. Simultaneously, an error message is displayed in the control panel.
利用加热板和模具分离的独有设计,更换模具非常简单。
Using the unique design of the heating plate and mold separation, replacement of mold is extremely simple.
高精度加工技术,不调模。
High-precision processing technology, don't adjust the mold.
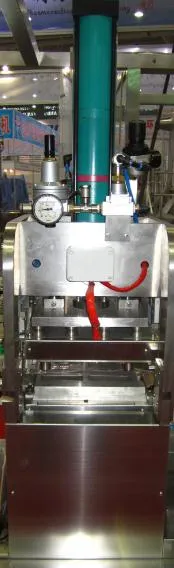
-05- 港口预热站
-05- Port Pre-Heating Station
This station is used for welding the outer contour of the bag, for adhering the ports to the bag film and for cutting the outer contour of the bags. The welding is done by exchangeable welding tools provided with heating cartridges to produce the required welding temperature.
焊接时间、压力和温度均可调节。
Welding time, pressure and temperature are adjustable.
控制精度(±0.5ºC)。
Control precision(±0.5ºC).
通过PLC控制单元和温度传感器在定义的最低/最高范围内验证焊接温度,以确保永久正确的焊接过程。
The welding temperature is verified within a defined min./max. range by the PLC control unit and temperature sensor, in order to ensure a permanently correct welding process.
如果焊接温度由于任何原因低于或高于所设定的最小/最大范围,机器将停止工作。同时,控制面板上会显示错误消息。
In case the welding temperature remains under or exceeds - for any reason whatsoever - the defined min. / max, range, the machine will stop. Simultaneously, an error message is displayed in the control panel.
利用加热板和模具分离的独有设计,更换模具非常简单。
Using the unique design of the heating plate and mold separation, replacement of mold is extremely simple.
高精度加工技术,不调模。
High-precision processing technology, don't adjust the mold.
-05- 港口预热站
-05- Port Pre-Heating Station
Preview
Preview
该站点的作用是在管道进入轮廓焊接站的两层袋膜之间之前,将它们预热到某一温度,从而确保管道和袋膜的焊接效果达到最优。为此,需要使用两个预热的工具对管道进行预热,这些工具与管道轮廓相符并被加热至一定温度。预热温度和时间可通过控制面板进行调整。
This station serves for pre-heating the ports up to a certain temperature before they arrive between the two bag film layers of the contour welding station, and thus it ensures an optimal welding of port and bag film. For this, two pre-heating tools which are pre-heated to a certain temperature and having the same contour as the ports, are brought together on the port. Pre-heating temperature and time can be adjusted via the control panel.
-06- 使用喂料碗和缓冲器的端口喂料
-06- Port Feeding with Feeder Bowl and Buffer
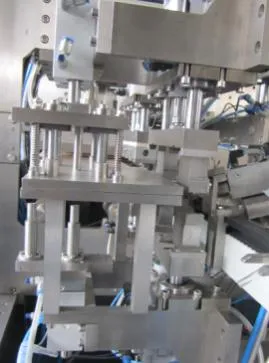
港口输送带通过馈送碗、缓冲器和线性传输器进行馈送港口。夹持器将港口放入输送带的港口,伺服马达和齿轮驱动的输送带逐步将港口输送到各个站点。
The port conveyor belt is fed with the ports via feeder bowl, buffer and linear transfer. Grippers place the ports into the port of the conveyor belts and the servomotor and gear driven conveyor belt transports the ports stepwise towards the particular stations.
-07- 港口焊接工作站
-07- Port Welding Station
此站用于焊接端口和袋膜。
This station is used for welding ports and bag film.
This station serves for pre-heating the ports up to a certain temperature before they arrive between the two bag film layers of the contour welding station, and thus it ensures an optimal welding of port and bag film. For this, two pre-heating tools which are pre-heated to a certain temperature and having the same contour as the ports, are brought together on the port. Pre-heating temperature and time can be adjusted via the control panel.
-06- 使用喂料碗和缓冲器的端口喂料
-06- Port Feeding with Feeder Bowl and Buffer
港口输送带通过馈送碗、缓冲器和线性传输器进行馈送港口。夹持器将港口放入输送带的港口,伺服马达和齿轮驱动的输送带逐步将港口输送到各个站点。
The port conveyor belt is fed with the ports via feeder bowl, buffer and linear transfer. Grippers place the ports into the port of the conveyor belts and the servomotor and gear driven conveyor belt transports the ports stepwise towards the particular stations.
-07- 港口焊接工作站
-07- Port Welding Station
此站用于焊接端口和袋膜。
This station is used for welding ports and bag film.
Preview

Preview
为此,两个预先加热到一定温度的焊接工具被带到袋头顶部的轮廓上。
For this, two welding tools which are preheated up to a certain temperature are brought together on the bag head contour.
焊接时间和温度可通过控制面板进行调节。
Welding time and temperature are adjustable via control panel.
利用加热板和模具分离的独特设计,更换模具非常简单。
Using the unique design of the heating plate and mold separation, replacement of mold is extremely simple.x
高精度加工技术,完美焊接
High-precision processing technology, perfect welding.
-08- 废物喷射器
-08- Waste Ejector
For this, two welding tools which are preheated up to a certain temperature are brought together on the bag head contour.
焊接时间和温度可通过控制面板进行调节。
Welding time and temperature are adjustable via control panel.
利用加热板和模具分离的独特设计,更换模具非常简单。
Using the unique design of the heating plate and mold separation, replacement of mold is extremely simple.x
高精度加工技术,完美焊接
High-precision processing technology, perfect welding.
-08- 废物喷射器
-08- Waste Ejector
Preview
Preview
本工位用于去除仍粘附在不同袋子上的薄膜残留物。
This station serves for removing the film rests that still adhere to the different bags.
薄膜废料被气动夹持器夹住,并通过气动驱动机构运输到垃圾箱。
The film rests are gripped by the pneumatic grippers and transported towards the waste box by a pneumatic driving mechanism.
-09- 翻包与泄漏检测站
-09- Bag Flip & Leak Detection Station
This station serves for removing the film rests that still adhere to the different bags.
薄膜废料被气动夹持器夹住,并通过气动驱动机构运输到垃圾箱。
The film rests are gripped by the pneumatic grippers and transported towards the waste box by a pneumatic driving mechanism.
-09- 翻包与泄漏检测站
-09- Bag Flip & Leak Detection Station
Preview
Preview
拿着即将拉下的空夹具袋,通过真空吸附袋的泄漏检测方法。
Holding an empty bag of the fixture to be pulled down,by suction vacuum bags leak detection method.
袋子漏或不装袋将无法填充。
Leak bag or no bag will not fill.
此伺服马达和齿轮驱动的袋式输送带以循环方式将袋子输送到不同的工作站。
This servomotor and gear driven bag conveyor belt transports the bags cycle-wise towards the different working stations.
-10- 加油站
-10- Filling Station
Holding an empty bag of the fixture to be pulled down,by suction vacuum bags leak detection method.
袋子漏或不装袋将无法填充。
Leak bag or no bag will not fill.
此伺服马达和齿轮驱动的袋式输送带以循环方式将袋子输送到不同的工作站。
This servomotor and gear driven bag conveyor belt transports the bags cycle-wise towards the different working stations.
-10- 加油站
-10- Filling Station
Preview

Preview
该加油站配备有两套灌装系统,该系统通过气动油缸向下移动到油袋位置。灌装系统包括灌装阀、流量计、产品分配器和连接软管。为按比例配置灌装体积,系统采用质量流量计量器。灌装系统、流量计、产品分配器和生产线均设计为可在线灭菌。
The filling station is equipped with 2 filling systems. The filling systems are lowered towards the bag by means of a pneumatic cylinder. The filling systems consist of a filling valve, a flow meter, product distribution and connecting hoses. For proportioning the filling volume a mass flow metering system is used. The filling systems, flow meters, product distribution and product lines are designed to be sterilized inline.
-11- 具有进料碗和缓冲站的充电站
-11- Cap Station with Feeder Bowl and Buffer
The filling station is equipped with 2 filling systems. The filling systems are lowered towards the bag by means of a pneumatic cylinder. The filling systems consist of a filling valve, a flow meter, product distribution and connecting hoses. For proportioning the filling volume a mass flow metering system is used. The filling systems, flow meters, product distribution and product lines are designed to be sterilized inline.
-11- 具有进料碗和缓冲站的充电站
-11- Cap Station with Feeder Bowl and Buffer
Preview

Preview
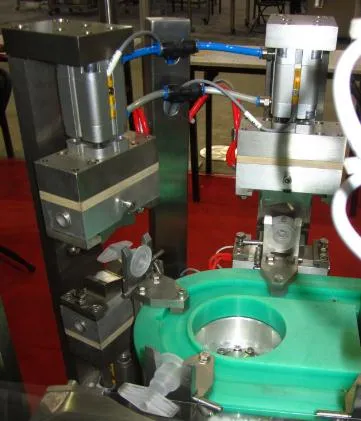
瓶盖通过缓冲站、馈送碗和线性传送带同时传送到旋盖机位。然后瓶盖被直接送入袋子中。在这里,瓶盖通过真空吸附固定,并在端口处进行焊接,从而使袋子与瓶盖形成闭合状态。
The cap station is fed simultaneously with two caps via buffer, feeder bowl and linear transfer. The caps are fed into a nid located directly over the bag. Here, the caps which are held through a vacuum, are welded on the port. Thus, the bags are form closed with the cap.
在通过滚筒压实取货之前,确保吸烟不会因受热而从胶片上落下。将热量降至维护水平。
Caps prior to the picking up first by the cylinder compaction,ensure that smoking will not fall from the film ignited by heat. Reduce the heat to of maintenance.
使用完整的加热件和对密封对接端口进行密封熔焊,以降低维护时的热量。
Use a heating piece of complete and the melting of the hermetic seal docking port and welding,reduce the heat to of maintenance.x
-12- 带输送带的包装袋输出
-12- Bag Outfeed with Transport Belt
成品袋子通过夹持系统取出,离开机器送至输料区。
The finished bags are taken out by gripper system and leave the machine to the outfeed
输送带
conveyor belt.
备注:这些都是我们公司的独特之处。
Remarks:with are unique of our company.
CIP和SIP
3. CIP and SIP
该机器的CIP/SIP单元可按需订购。
The CIP/SIP units of the machine can be ordered optionally.
它包含CIP/SIP的自动功能,包括蒸汽杆和冷凝水排水管。排水和蒸汽的出口阀需要手动打开。
It is consisting of automatic function of CIP / SIP including steaming bar and drain pipes for condensate water. The outlet valves of drain and steam are to open manually.
原位清洗(Clean in Place)
CIP(Clean in Place)
在手动从灌装站控制面板启动清洗过程后,灌装喷嘴会向下移动至清洁和蒸汽条。清洁和蒸汽条上的不同灌装位置通过硅胶垫片密封。清洗液从产品接头流入膨胀罐,然后进入产品分配器。从这里,清洗液流入不同的灌装位置,通过质量流量计、产品管和灌装阀进入清洁和蒸汽条。然后,清洗液通过两个出口管流入灌装站下方的排水管。清洗完成后,灌装喷嘴会返回到原始位置。
After the rinsing process has been started from the filling station control panel by manual operating, the filling nozzle will move downward into the cleaning and steaming bar. The filling nozzle at the different filling locations are sealed with a silicone gasket in the cleaning and steaming bar. The cleaning fluid flows from the product connection through the surge tank into the product distributor. From here, the cleaning fluid flows into the different filling locations, through the mass flow, the product tube and through the filling valve into the cleaning and steaming bar. From here, the cleaning fluid flows through two outlet tubes into a drainpipe beneath the filling station. After cleaning, the filling nozzle returns to its original position.
SIP(原位蒸汽)
SIP(Steam in Place)
机器清洁后将开始蒸煮过程,温度约为125°C。通过手动操作从灌装站控制面板启动蒸煮过程后,灌装喷嘴将向下移动到清洁和蒸煮杆中。清洁和蒸煮杆中不同灌装位置的喷嘴用硅胶垫片密封。打开灌装阀,过热蒸汽从产品连接处通过缓冲罐进入产品分配器。然后,过热蒸汽从这里通过质量流量、产品管道和灌装阀进入清洁和蒸煮杆。在清洁和蒸煮杆内部,两个侧装温度传感器(PT-100)在清洁过程中监测温度。然后,过热蒸汽通过两个出口管流入灌装站下方的排水管。排水管左右两侧各有一个截止阀。截止阀下方有一个直径约1毫米的开口。过热蒸汽在此处冷凝成水。最后,该冷凝液通过排水管排出。SIP流程结束时,灌装喷嘴将留在无菌蒸煮杆中,等待设置或下一次生产,以确保整个灌装系统的无菌状态。
After the cleaning of the machine the steaming process will begin at a temperature of about 125 °C. After the steaming process has been started from the filling station control panel by manual operating, the filling nozzle will move downwards into the cleaning and steaming bar. The filling nozzle at the different filling locations are sealed with a silicone gasket in the cleaning and steaming bar. The filling valves are opened and the superheated steam moves from the product connection trough the surge tank into the product distributor. From here the superheated steam moves into the different filling locations, through the mass flow, the product tube and through the filling valve into the cleaning and steaming bar. Inside the cleaning and steaming bar, two side-mounted temperature probes (PT - 100) monitor the temperature during the cleaning process. From here, the superheated steam moves through two outlet tubes into the drainpipe beneath the filling station. Two stop valves are located on the left and on the right hand side of the drainpipe. Beneath stop valve a approx.1 mm diameter aperture is located. Through this gooseneck the superheated steam condenses into water. This condensate is finally let out through a drainpipe. At the end of SIP process the filling nozzles will stay in the sterile steaming bar and wait for set up or next production to ensure sterile conditions of the whole filling system.
技术参数
4. Technical Parameters
软袋和材料的基本数据指令
The basic data instruction for soft bags and materials
设备基本描述
Equipments basic description
关键部件清单
5. Key Parts and Components List
所有与不含聚氯乙烯的包装袋接触的部件都是SUS304不锈钢材质。
All contact parts with non-PVC bags are SUS304.
所有与静脉注射用药液的接触部件均为SUS316L材质。
All contact parts with I.V. liquid drug are SUS316L.
所有填充阀膜和橡胶管均由硅橡胶HV制成。
All filling valve membrane and rubber tubes made of silicone rubber HV.
其他部分如下。
Other parts are as follows.
The cap station is fed simultaneously with two caps via buffer, feeder bowl and linear transfer. The caps are fed into a nid located directly over the bag. Here, the caps which are held through a vacuum, are welded on the port. Thus, the bags are form closed with the cap.
在通过滚筒压实取货之前,确保吸烟不会因受热而从胶片上落下。将热量降至维护水平。
Caps prior to the picking up first by the cylinder compaction,ensure that smoking will not fall from the film ignited by heat. Reduce the heat to of maintenance.
使用完整的加热件和对密封对接端口进行密封熔焊,以降低维护时的热量。
Use a heating piece of complete and the melting of the hermetic seal docking port and welding,reduce the heat to of maintenance.x
-12- 带输送带的包装袋输出
-12- Bag Outfeed with Transport Belt
成品袋子通过夹持系统取出,离开机器送至输料区。
The finished bags are taken out by gripper system and leave the machine to the outfeed
输送带
conveyor belt.
备注:这些都是我们公司的独特之处。
Remarks:with are unique of our company.
CIP和SIP
3. CIP and SIP
该机器的CIP/SIP单元可按需订购。
The CIP/SIP units of the machine can be ordered optionally.
它包含CIP/SIP的自动功能,包括蒸汽杆和冷凝水排水管。排水和蒸汽的出口阀需要手动打开。
It is consisting of automatic function of CIP / SIP including steaming bar and drain pipes for condensate water. The outlet valves of drain and steam are to open manually.
原位清洗(Clean in Place)
CIP(Clean in Place)
在手动从灌装站控制面板启动清洗过程后,灌装喷嘴会向下移动至清洁和蒸汽条。清洁和蒸汽条上的不同灌装位置通过硅胶垫片密封。清洗液从产品接头流入膨胀罐,然后进入产品分配器。从这里,清洗液流入不同的灌装位置,通过质量流量计、产品管和灌装阀进入清洁和蒸汽条。然后,清洗液通过两个出口管流入灌装站下方的排水管。清洗完成后,灌装喷嘴会返回到原始位置。
After the rinsing process has been started from the filling station control panel by manual operating, the filling nozzle will move downward into the cleaning and steaming bar. The filling nozzle at the different filling locations are sealed with a silicone gasket in the cleaning and steaming bar. The cleaning fluid flows from the product connection through the surge tank into the product distributor. From here, the cleaning fluid flows into the different filling locations, through the mass flow, the product tube and through the filling valve into the cleaning and steaming bar. From here, the cleaning fluid flows through two outlet tubes into a drainpipe beneath the filling station. After cleaning, the filling nozzle returns to its original position.
SIP(原位蒸汽)
SIP(Steam in Place)
机器清洁后将开始蒸煮过程,温度约为125°C。通过手动操作从灌装站控制面板启动蒸煮过程后,灌装喷嘴将向下移动到清洁和蒸煮杆中。清洁和蒸煮杆中不同灌装位置的喷嘴用硅胶垫片密封。打开灌装阀,过热蒸汽从产品连接处通过缓冲罐进入产品分配器。然后,过热蒸汽从这里通过质量流量、产品管道和灌装阀进入清洁和蒸煮杆。在清洁和蒸煮杆内部,两个侧装温度传感器(PT-100)在清洁过程中监测温度。然后,过热蒸汽通过两个出口管流入灌装站下方的排水管。排水管左右两侧各有一个截止阀。截止阀下方有一个直径约1毫米的开口。过热蒸汽在此处冷凝成水。最后,该冷凝液通过排水管排出。SIP流程结束时,灌装喷嘴将留在无菌蒸煮杆中,等待设置或下一次生产,以确保整个灌装系统的无菌状态。
After the cleaning of the machine the steaming process will begin at a temperature of about 125 °C. After the steaming process has been started from the filling station control panel by manual operating, the filling nozzle will move downwards into the cleaning and steaming bar. The filling nozzle at the different filling locations are sealed with a silicone gasket in the cleaning and steaming bar. The filling valves are opened and the superheated steam moves from the product connection trough the surge tank into the product distributor. From here the superheated steam moves into the different filling locations, through the mass flow, the product tube and through the filling valve into the cleaning and steaming bar. Inside the cleaning and steaming bar, two side-mounted temperature probes (PT - 100) monitor the temperature during the cleaning process. From here, the superheated steam moves through two outlet tubes into the drainpipe beneath the filling station. Two stop valves are located on the left and on the right hand side of the drainpipe. Beneath stop valve a approx.1 mm diameter aperture is located. Through this gooseneck the superheated steam condenses into water. This condensate is finally let out through a drainpipe. At the end of SIP process the filling nozzles will stay in the sterile steaming bar and wait for set up or next production to ensure sterile conditions of the whole filling system.
技术参数
4. Technical Parameters
软袋和材料的基本数据指令
The basic data instruction for soft bags and materials
设备基本描述
Equipments basic description
关键部件清单
5. Key Parts and Components List
所有与不含聚氯乙烯的包装袋接触的部件都是SUS304不锈钢材质。
All contact parts with non-PVC bags are SUS304.
所有与静脉注射用药液的接触部件均为SUS316L材质。
All contact parts with I.V. liquid drug are SUS316L.
所有填充阀膜和橡胶管均由硅橡胶HV制成。
All filling valve membrane and rubber tubes made of silicone rubber HV.
其他部分如下。
Other parts are as follows.
Preview
证书
标题:证书

Preview


 辽阳
辽阳  已认证
已认证
